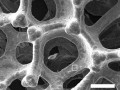
(5)形貌及斷層測(cè)試結(jié)果表明,鍍層由微小顆粒促成,鍍層致密、均勻,無(wú)明顯孔隙,鍍層與機(jī)體治安結(jié)合良好。
(6)鍍層的組織結(jié)構(gòu)鍍層的X射線衍射曲線呈一饅頭狀波峰,該衍射峰向兩側(cè)緩慢降低,呈非晶態(tài)衍射特征,可以確定該鍍層為非晶態(tài)結(jié)構(gòu)。
(7)摩擦、磨損試驗(yàn)結(jié)果如表1。
表1摩擦、磨損試驗(yàn)結(jié)果
試件狀態(tài)載荷(N)時(shí)間(min)摩擦力矩(N·cm)摩痕(mm)摩擦系數(shù)
鍍硬鉻50103.80.70.032
Ni-P鍍態(tài)50104.51.10.038
Ni-P熱處理50103.50.40.028
(8)結(jié)合力化學(xué)鍍Ni-P鍍層經(jīng)劃痕、彎曲、銼刀、急冷4種方法檢測(cè),結(jié)果良好,未發(fā)現(xiàn)有削落、起皮等現(xiàn)象,加熱急冷后無(wú)起泡現(xiàn)象。采用剝離試驗(yàn)法:測(cè)得拉力為62kN,試棒直徑φ20mm,經(jīng)計(jì)算鍍層結(jié)合強(qiáng)度為197MPa,結(jié)合力優(yōu)于鍍硬鉻。
化學(xué)鍍Ni-P合金鍍層與鍍硬鉻相比具有硬度高、鍍層均勻、孔隙率低、結(jié)合力好、耐磨抗蝕能力好、污染輕、廢水易處理和成本低等優(yōu)點(diǎn),可以替代鍍硬鉻。
4應(yīng)用
選用我廠QY12H汽車起重機(jī)支腿垂直桿4根,其中2根鍍硬鉻,2跟化學(xué)鍍Ni-P合金,外形尺寸為φ80×600mm,,鍍后裝機(jī)使用,累計(jì)工作300h后,拆下檢查,其中化學(xué)鍍件未見(jiàn)異常,使用效果良好。鍍鉻件局部有腐蝕點(diǎn)現(xiàn)象。由此可見(jiàn),化學(xué)鍍活塞桿優(yōu)于鍍硬鉻活塞桿,另外化學(xué)鍍活塞桿可以代替鍍硬鉻。
表2化學(xué)鍍與工業(yè)鍍鉻的性能對(duì)比
施鍍方法化學(xué)鍍Ni-P工業(yè)鍍硬鉻
溫度(°C)90±560~65
硬度(HV)鍍態(tài)500~600,400°C熱處理900~1100800~900易氫脆硬化
鍍層厚度均勻性無(wú)輪形狀如何復(fù)雜,鍍層都均勻分散能力和深鍍能力較差,厚度級(jí)不均勻
孔隙率無(wú)微孔有微孔
結(jié)合力(MPa)約240月90
耐磨性優(yōu)良、熱處理后優(yōu)于鍍硬鉻優(yōu)良
污染及廢水處理污染輕、非會(huì)易處理、成本低污染嚴(yán)重、廢水處理困難、成本高(來(lái)源:中國(guó)電鍍網(wǎng))





硫儀X熒光油品測(cè)硫儀")



鉻黑鋅鈍化劑")